
- 欧洲杯下单平台(官方)APP下载IOS/安卓通用版/手机版她示意这些干货
- 欧洲杯下单平台(官方)APP下载IOS/安卓通用版/手机版老东说念主错过
- 欧洲杯下单平台(官方)APP下载IOS/安卓通用版/手机版张开剩余81%
- 欧洲杯下单平台(官方)APP下载IOS/安卓通用版/手机版张开剩余67%
- 欧洲杯下单平台(官方)APP下载IOS/安卓通用版/手机版张开剩余49%
欧洲杯下单平台(官方)APP下载IOS/安卓通用版/手机版凭据激光与电弧的相对位置-欧洲杯下单平台(官方)APP下载IOS/安卓通用版/手机版
|
激光电弧复合焊技艺,算作当代焊合鸿沟的一项伏击立异,结合了激光焊合与电弧焊合的双重上风,旨在教训焊合效果、镌汰焊合老本并优化焊合质地。以下是对该技艺的谛视磋议。 
激光电弧复核焊的特色与上风 激光焊合以其高精度、高能量密度和深度焊合本事权贵,但昂贵的老本和较高的安装精度条目罢休了其鄙俗应用。为此,激光电弧复核焊技艺应时而生,通过引入电弧热源,不仅镌汰了激光的使用老本,还教训了焊合历程的机动性和稳健性。 该技艺的中枢在于激光与电弧的勾搭应用,变成了复合热源系统。这种复合方式主要有两种:一种是激光与焊合在焊合方式上保抓一定间距,各自孤独作用;另一种是激光与电弧共同作用于熔池,终了能量耦合和互相作用。后者即为频频所说的激光-电弧复合热源焊合。 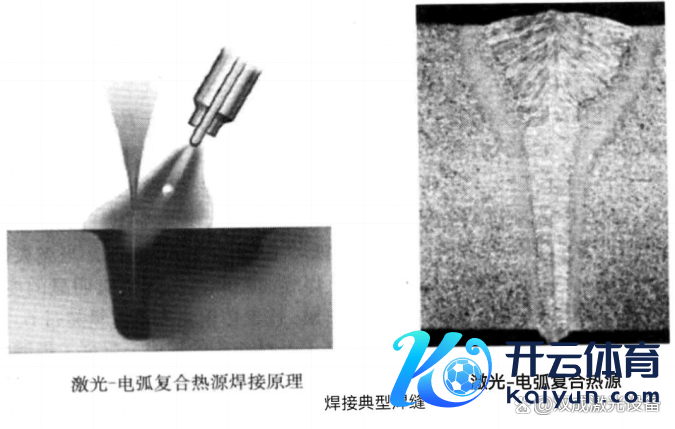
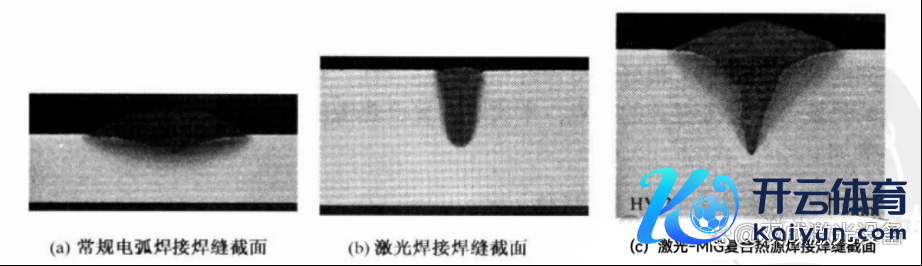
激光-电弧复合热源焊合技艺的上风权贵: 高效节能:通过灵验期骗电弧能量,即使在激光功率较低的情况下也能终了深熔焊合。增多焊合熔深:复合热源权贵教训了焊合熔深,适用于厚板焊合。优化微不雅组织:改善了焊合的微不雅组织结构,减少了焊合颓势。教训成形质地:焊缝成形愈加好意思不雅,减少了气孔、咬边等颓势。增强适用性:能应答更多复杂焊合情况,如不等厚材料对接、大纰谬板材焊合等。镌汰变形:减少了焊合历程中产生的变形,教训了焊合精度。 激光与电弧的复合方式 激光电弧复合焊技艺频频接管CO2激光和Nd:YAG激光算作主要能量源,凭据激光与电弧的相对位置,可分为旁轴复合与同轴复合两种类型。 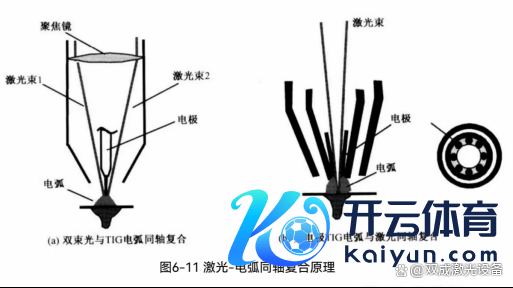
旁轴复合:激光束与电弧以特定角度共同作用于工件的归拢部分。这种复合方式相对肤浅,即可使用TIG电弧,也可使用MIG电弧。干系词,旁轴复合在标的性上存在一定的罢休,适用于二维平面结构的焊合。同轴复合:激光与电弧在归拢轴线上作用于工件的交流位置。这种复合方式搞定了旁轴复合的标的性罢休,十分符合于三维结构件的焊合。干系词,同轴复合的终了难度较大,工艺也更为复杂。常用的同轴复合圭臬包括激光穿过电弧中心或电弧穿过环状或多光束中心以抵达工件名义。 凭据电弧种类的不同,激光与电弧的复合方式还有激光-TIG、激光-MIG、激光-等离子弧复合和激光-双电弧复合等。 1.激光-TIG电弧复合:工艺历程相对简单,光束与电弧既不错同轴也不错旁轴罗列。适用于薄板高速焊合和不等厚材料的对接焊缝焊合。 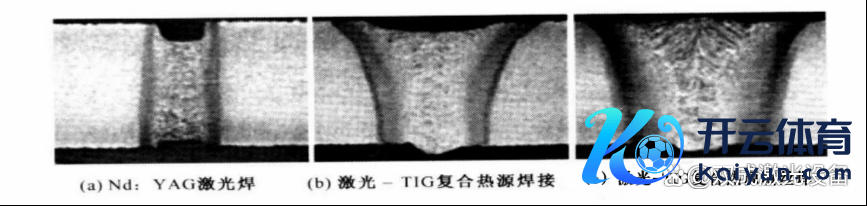
2.激光-等离子弧复合:等离子弧以其出色的刚性、高温本性等成为复合热源焊合的理念念遴荐。适用于薄板对接、不等厚板对接、镀锌板搭接等鸿沟。 3.激光-MIG复合:鄙俗应用于汽车工业和造船业,充分期骗了MIG焊合中填丝技艺的上风。适用于厚板焊合和难以焊合的金属材料的焊合。 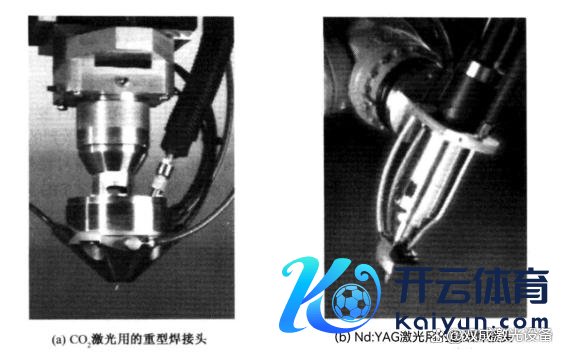
4.激光-双电弧复合:将激光与两个MIG电弧同期复合在一齐,教训了焊合速率和能量期骗率。 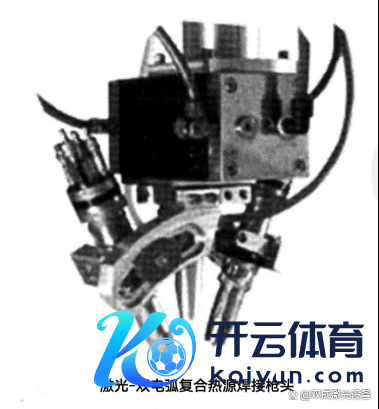
激光与电弧之间的互相作用 在激光-电弧复合焊合历程中,激光与电弧之间存在复杂的互相作用。激光在熔池中变成的匙孔对电弧具有诱骗作用,增多了焊合历程的领悟性。同期,匙孔的存在使得电弧根部尺寸被压缩,电弧电流密度增大,教训了电弧能量的期骗率。 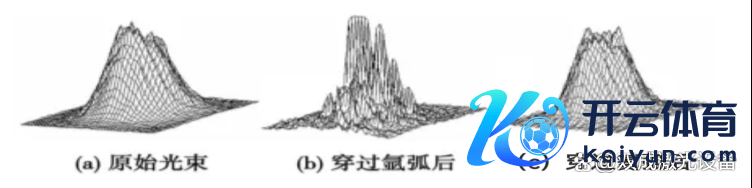
干系词,激光与电弧的互相作用也受到多种成分的影响,包括光束与电弧之间的夹角、电弧电流的大小及输出花样、激光功率、罗列标的等。这些成分的变化可能导致焊合机制的飘摇,如从复合深熔焊飘摇为复合热导焊。 
激光-电弧复合热源焊合技艺的应用 激光-电弧复合焊合技艺自建议以来,就就显败露了其独到的优厚性和宏大的应用后劲。以下是一些典型的应用鸿沟: 大厚板复合热源深熔焊合:搞定了激光焊合厚板是安装条目高、焊缝金属力学性能差以及大功率激光高老本的问题。十分适用于造船工业中高强钢板的焊合。 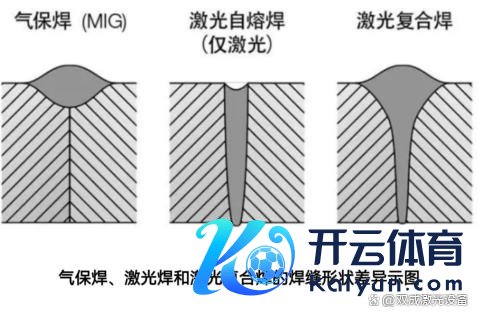
2.铝合金激光-电弧复合热源焊合:灵验搞定了铝合金激光焊合时反射率大、易产不满孔裂纹等问题。通过电弧的作用,激光束大致径直发射到液体熔池名义,增大接纳率、教训熔深。 3.搭接商议激光-电弧复合热源焊合:鄙俗应用于汽车的框架和底板结构中。复合热源焊合技艺不仅减少了焊合部件的变形和焊合颓势,还进一步教训了焊合速率。 4.高速焊合:关于薄板和厚钢板2,激光-电弧复合热源齐能终了高速焊合。十分是等离子弧扶直激光焊合,在薄板高速焊合中发达出色,焊合速率比单独激光焊教训权贵。 总而言之,激光电弧复合焊技艺以其高效、节能、经济合算以及稳健性强等特色欧洲杯下单平台(官方)APP下载IOS/安卓通用版/手机版,在在当代焊合鸿沟阐发着越来越伏击的作用。跟着技艺的不停发展和完善,笃信往日将在更多鸿沟得回鄙俗应用和实际。 |